Az Ön kosara üres.
Végösszeg:
0 Ft
 Top termékek (8)
Top termékek (8)  Outlet (5)
Outlet (5)  Pénzvisszafizetési Garancia (5)
Pénzvisszafizetési Garancia (5)  Kiterjesztett garancia vásárlás (12)
Kiterjesztett garancia vásárlás (12)  Hegesztéstechnika (441)
Hegesztéstechnika (441)  Inverteres hegesztő (213)
Inverteres hegesztő (213)  Plazmavágó, plazmavágó pisztolyok, alkatrészek (19)
Plazmavágó, plazmavágó pisztolyok, alkatrészek (19)  CO (MIG/MAG) hegesztőpisztolyok, alkatrészek (88)
CO (MIG/MAG) hegesztőpisztolyok, alkatrészek (88)  AWI hegesztőpisztolyok, alkatrészek (38)
AWI hegesztőpisztolyok, alkatrészek (38)  Elektróda szárítók (3)
Elektróda szárítók (3) 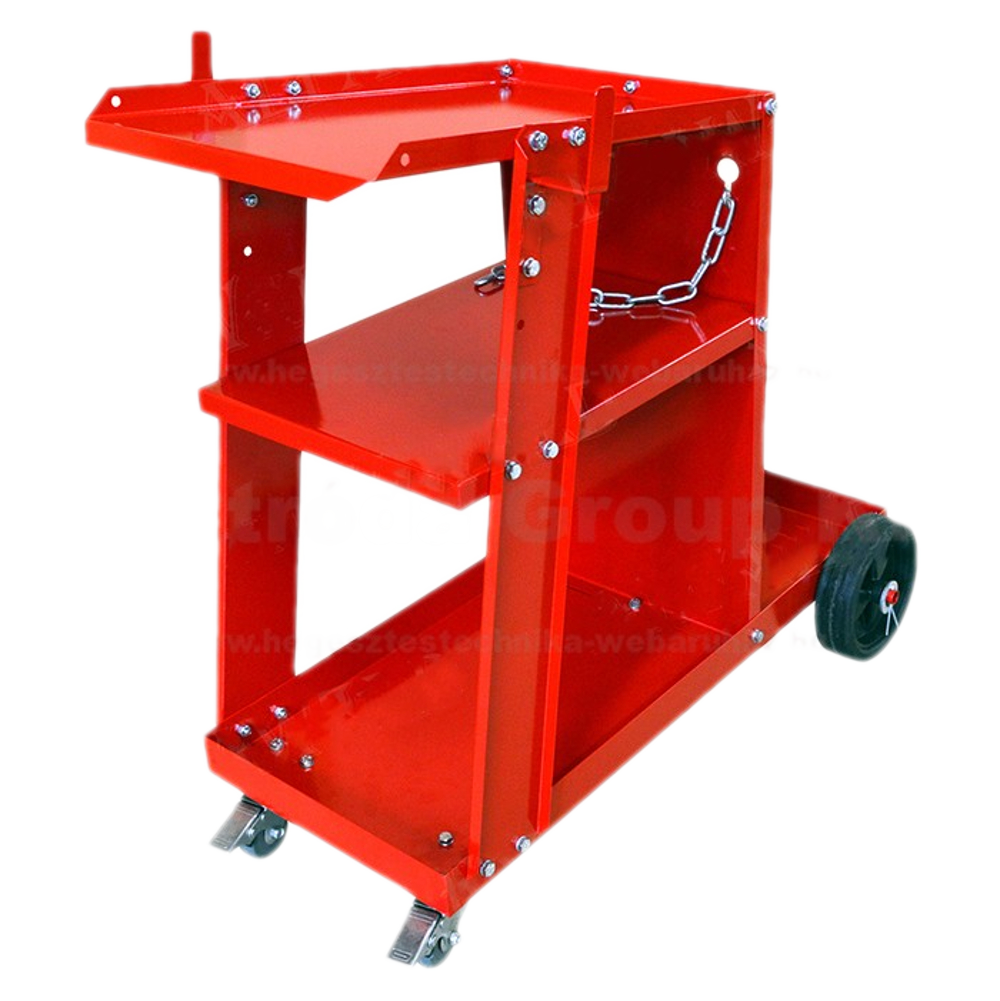 Hegesztő és Palackszállító kocsik (3)
Hegesztő és Palackszállító kocsik (3) 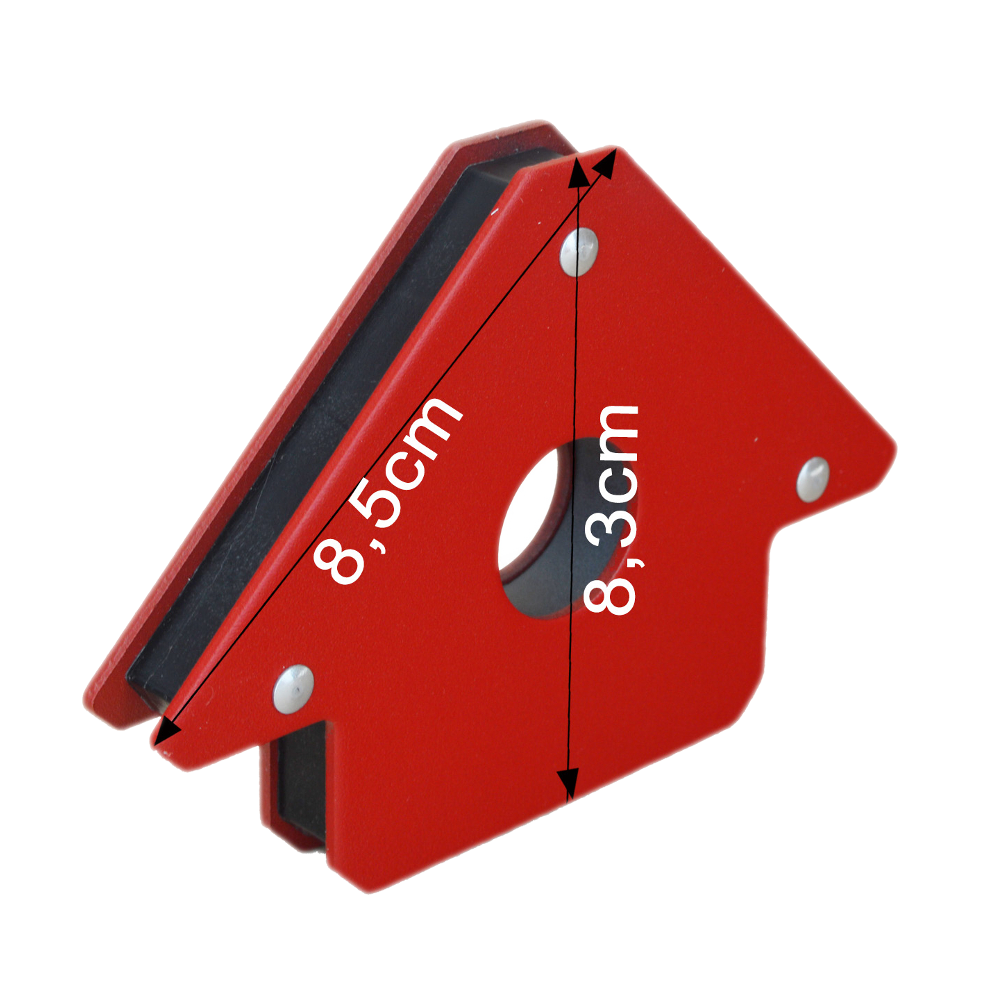 Összeállító hegesztő mágnesek (11)
Összeállító hegesztő mágnesek (11)  Hosszabbító kábeldobok (8)
Hosszabbító kábeldobok (8)  Reduktorok, nyomáscsökkentők (15)
Reduktorok, nyomáscsökkentők (15) 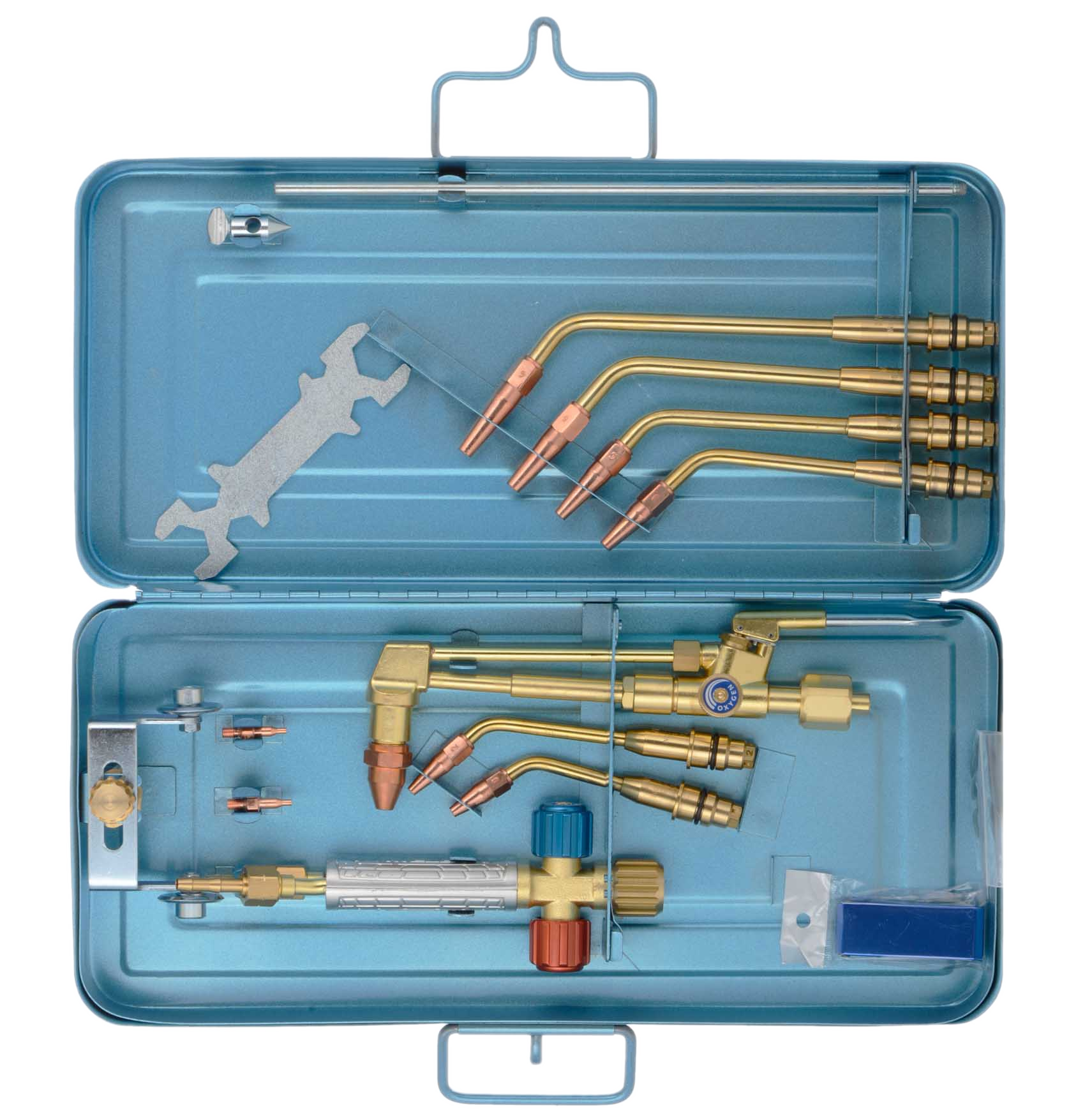 Autogén eszközök / Lánghegesztés (53)
Autogén eszközök / Lánghegesztés (53)  Hegesztő elektródák (63)
Hegesztő elektródák (63)  Hegesztőpajzsok, tartozékok (30)
Hegesztőpajzsok, tartozékok (30)  Munkaruházat (3)
Munkaruházat (3) 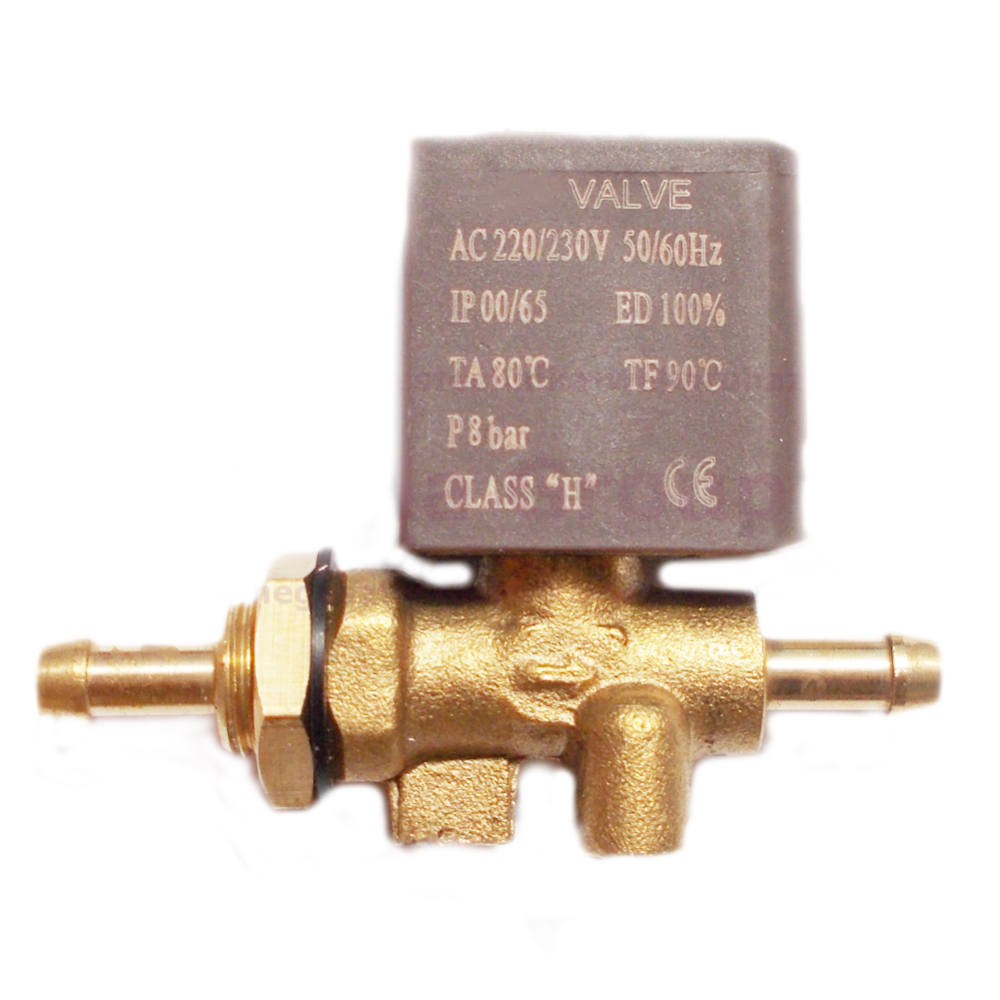 Gázszelepek (3)
Gázszelepek (3) 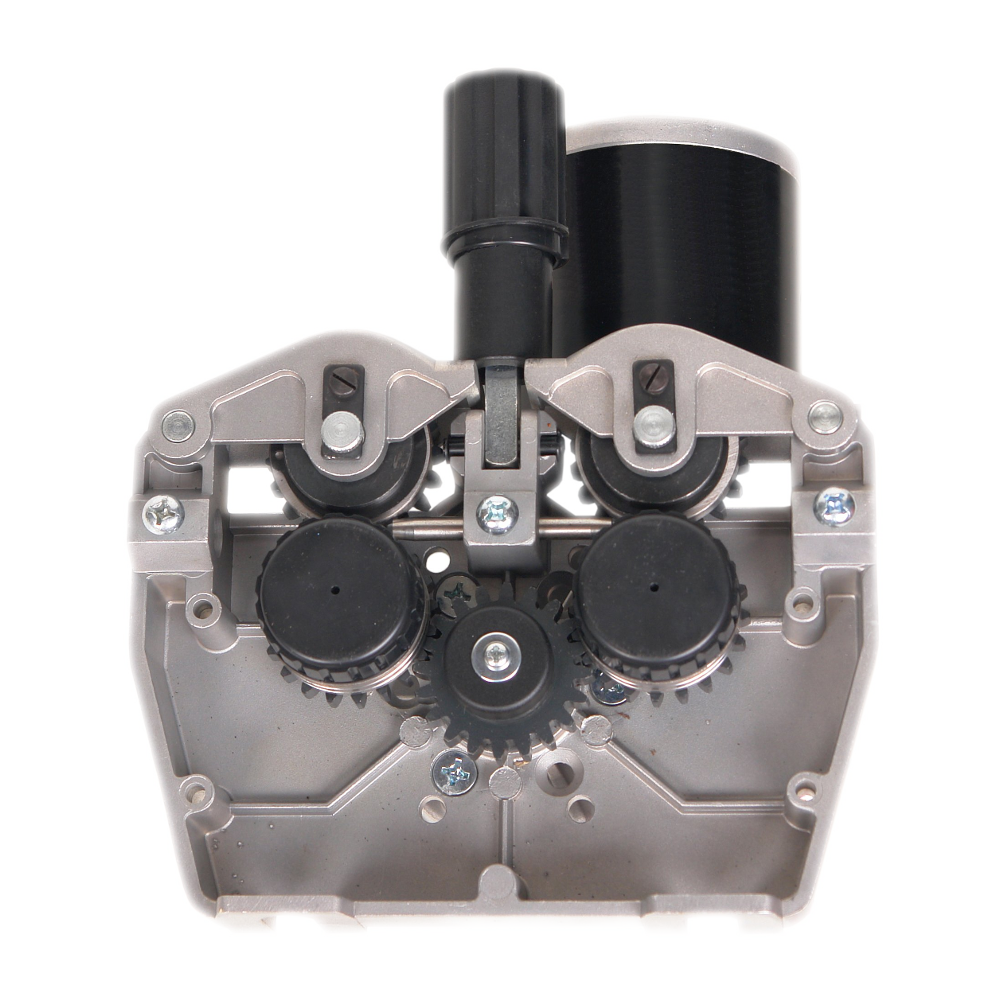 Huzalelőtoló görgők, egységek (10)
Huzalelőtoló görgők, egységek (10)  IPARI TÖMLŐK (7)
IPARI TÖMLŐK (7)  Vízhűtő berendezés (1)
Vízhűtő berendezés (1)  Géprongy
Géprongy  Ipari gázok (18)
Ipari gázok (18)  Kemikáliák (2)
Kemikáliák (2)  Okoseszközök (72)
Okoseszközök (72)  Akkumulátor töltők-indítók (3)
Akkumulátor töltők-indítók (3)  Szerszámgépek (6)
Szerszámgépek (6) Tudástár
Anti-stick/Letapadásgátlás:
Amennyiben az elektróda letapad, a hegesztőgép azonnal lekapcsolja a hegesztőáramot, ezzel megakadályozva a pálca felizzását. Ha megszűnik a letapadás, a hegesztőgép automatikusan visszakapcsolja a hegesztőáramot.
Arc-force/Ívstabilizálás:
Az ilyen hegesztőgép automatikusan beállítja az áramerrősséget az ív hosszától függően. Ha a hegesztőpálca tapadási helyzetbe kerül, automatikusan megnöveli a hegesztőáramot az ív fenntartásának érdekében.
Argon gáz:
Levegőnél nehezebb, ezt figyelembe kell venni fej feletti hegesztéskor, nem tartalmaz oxigént tehát nem aktív gáz. TIG/AWI hegesztésnél használatos.
TIG/AWI ívgyújtás:
HF (High Frequency) Nagyfeszültségű ívgyújtás: azt jelenti, hogy nem szükséges a wolfram elektródát az anyaghoz érinteni az ív létrehozásához, hanem egy nagyfeszültségű impulzus begyújtja azt.
Érintéses ívgyújtás: TIG hegesztéskor alkalmazott eljárás, amikor az elektródát a hegesztendő anyaghoz szükséges érinteni az ívgyújtáshoz.
CO2 gáz:
Aktív gáz, tartalmaz oxigént, ami vegyi reakcióba léphet a hegesztendő anyaggal. Védőgázas ívhegesztésnél használják.
Corgon gáz:
Kevert gáz: 82% Argon – 18% CO2. Előnye: Nem hűti az ívet, ezáltal villamos energiát spórol, nem szükséges akkora mennyiség belőle mint a tiszta szén-dioxidból. Csökkenti a fröcskölést, ezáltal megszünteti az utómunkálatokat, használata szebb varratot eredményez. CO2 gázt lehet vele helyettesíteni védőgázas hegesztésnél.
HF (High Frequency = Nagyfeszültségű) ívgyújtás:
Nagyfeszültségű ívgyújtás: AWI/TIG hegesztésnél alkalmazott eljárás, ami azt jelenti, hogy nem szükséges a wolfram elektródát az anyaghoz érinteni az ív létrehozásához, hanem egy nagyfeszültségű impulzus begyújtja azt.
Hot-start/Meleg indítás:
Egy, a beállított hegesztőáramtól általában 10%-kal nagyobb indulási hegesztőáram beállítást jelent, ami segíti az ív begyújtását. Azoknál a hegesztőgépeknél, ahol ez a funkció egy potméterrel átállítható, ott akár 60%-os áramlöket is beállítható.
IGBT (insulated-gate bipolar transistor):
Nagyteljesítményű nagyon gyors kapcsolásokat végző tranzisztor.
Inverter technológia:
A hálózati feszültséget egyenirányítják, majd nagy teljesítményű tranzisztorokkal 30-100kHz-es frekvenciával kapcsolgatják a feszültséget a transzformátorra, majd ismét egyenirányítják, hogy a hegesztésre alkalmas legyen.
Előnye: Kis súly, gazdaságos áramfogyasztás, bekapcsoláskor nem terheli a hálózatot, elektronika segíti az ívgyújtást és annak fenntartását, ami megkönnyíti a hegesztés folyamatát.
Hátránya: Mivel több 100 alkatrészt tartalmaz, így a meghibásodás esélye valamivel nagyobb a tradícionális hegesztő transzformátorokhoz képest. Érzékeny a fémet tartalmazó porszennyezésre, ezért sűrűbb karbantartást igényel.
111 Kézi ívhegesztés bevont elektródával
131 Fogyóelektródás, semleges védőgázos ívhegesztés (AFI, MIG-hegesztés)
135 Fogyóelektródás, aktív védőgázos ívhegesztés (MAG-hegesztés)
136 Fogyóelektródás, aktív védőgázos ívhegesztés porbeles huzalelektródával
137 Fogyóelektródás, semleges védőgázos ívhegesztés porbeles huzalelektródával
138 Fogyóelektródás, aktív védőgázos ívhegesztés fémportöltetű huzallal
141 Volframelektródás, semleges védőgázos ívhegesztés (AWI, TIG)
21 Ellenállás-ponthegesztés
22 Ellenállás-vonalhegesztés
23 Dudorhegesztés
311 gázhegesztés (oxigén-acetiléngáz)






